Explore our primary production matrix. High-precision slewing drives and bearing solutions designed for continuous operational safety under dynamic overturning loads.
In heavy industrial design, rotating components are constantly subjected to multi-directional stress. While standard single-row ball systems provide adequate axial performance under low-to-moderate loads, complex engineering tasks require structural support components that can handle combined axial loads, radial loads, and significant tilt or overturning moments.
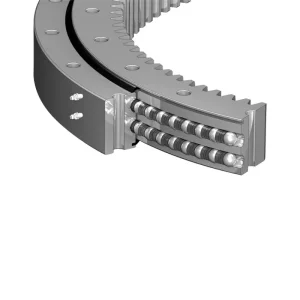
Double-row ball bearings (specifically double-row four-point contact bearings) represent a major development in slewing bearing technology. Featuring two separate paths of rolling elements (balls), these units optimize contact stress and load paths. The geometric arrangement of double ball tracks allows engineers to decrease the footprint of rotating assemblies while maintaining high dynamic structural capacities.
By working directly with certified Chinese bearing manufacturers, procurement departments gain access to advanced material selection, induction-hardened track profiles, and tailored gearing configurations (internal, external, or gearless) that match custom design specifications.

Established in 2022, Jiangsu Manchen Transmission Technology Co., Ltd. is a professional manufacturing enterprise integrating design, research and development, manufacturing, and sales. Located in Huangtu Town, Jiangyin City, Jiangsu Province, we benefit from convenient transport links to major ports, allowing for efficient logistics and fast delivery times.
Our facility features advanced production machinery and mature technical processes. Utilizing refined forging, heat treatment, and precision grinding techniques, we deliver high-load, high-strength, and long-life transmission solutions. These are applied in construction machinery, medical equipment, intelligent warehousing, the photovoltaic solar tracking industry, port cranes, industrial robotics, and environmental protection equipment.
Equipped with advanced test machinery and a complete quality management system, we ensure full traceability of all products from raw material inspection through to final dispatch. Our operations conform to both national and international industrial standards.





Selecting the appropriate bearing configuration requires an understanding of how internal load distribution affects long-term fatigue life (L10 life calculation). The table below outlines key technical differences:
| Performance Parameters | Single-Row Ball Slewing Bearing | Double-Row Ball Slewing Bearing | Three-Row Roller Slewing Bearing |
|---|---|---|---|
| Axial Dynamic Capacity | Moderate (Single track distribution) | High (Shared load between tracks) | Very High (Horizontal roller arrays) |
| Overturning Moment Tolerance | Standard | Excellent (Expanded moment arm) | Highest |
| Radial Force Limits | Limit of 10% - 15% of axial load | Higher due to contact angle variations | Purely managed by dedicated radial roller track |
| Weight-to-Load Ratio | Lightweight / Compact | Optimized for high load density | Heavy / Larger profile |
| Friction Torque Profile | Low running torque | Extremely stable under dynamic load variations | Higher initial starting torque |
For systems subject to continuous wind gusts, off-center crane loads, or fast-reversing robotic maneuvers, a double-row equal-diameter or unequal-diameter design provides a balance of capacity and space efficiency. By using two levels of ball tracks, the contact angle of each row can be optimized to balance thrust forces and moment loads.
High performance begins with process integrity. Each step of our manufacturing workflow is monitored, documented, and checked to ensure consistent quality.
Verification of chemical compositions of raw forged materials.

Hot-rolling ring forging to align internal grain structures.
Initial CNC turning to shape basic dimensions.

Raceway induction hardening and normalization of outer rings.
Machining mounting holes, tap lines, and gear profiles.

Fine grinding of path geometries for low friction.

Final CNC adjustments to secure exact fit tolerances.

De-greasing, anti-rust coating, and protective painting.
Fitting spacers, balls, seals, and initial lubrication.
Runout, torque, and dimension checks prior to wooden case packaging.
Global engineering organizations require raw materials that withstand extreme environments. We offer custom metallurgical treatments and verification systems, ensuring materials resist cracking under low temperatures and retain structural properties during continuous loading cycles.
In solar power applications, slewing bearings must operate with minimal backlash over many cycles. The integration of dual-ball arrangements provides the stability needed to ensure accurate tracking, maximizing energy output in utility-scale systems.
Compliance with quality standards is critical. Modern procurement demands complete traceability of chemical properties and production histories. Our processes ensure each unit has documented test results, simplifying validation for quality assurance teams.
We adhere to the business philosophy of "quality first, mutual cooperation, and win-win." Our management practices and product lines are certified to match international benchmarks.

Our engineering design team configures slewing components to match the specific needs of diverse operating sectors.
Double-row ball designs handle combined high axial thrust and radial forces, maintaining structural integrity on crawler cranes, harbor cranes, and truck-mounted units.
Provides the stiffness, low rotational resistance, and positioning accuracy required for high-speed robotic manipulators and modern automated warehouse turntables.
Features robust sealing and corrosion protection (epoxy coatings) to ensure reliable operation in desert solar plants over a 25-year service life.
Delivers smooth rotation with low noise and vibration, suitable for complex imaging equipment such as CT and MRI scanner gantries.
As industrial equipment becomes more automated and data-driven, we continuously update our technology roadmap:
Explore additional components from our manufacturing range. We supply diverse configurations, including cross-roller, L-type, and three-row roller designs, for heavy machinery applications.
In the future, the company will continue to focus on technological upgrading in the transmission field, and strive to provide global customers with higher-quality and more cost-effective rotary transmission products and services. We establish long-term cooperative relationships built on reliable quality, delivery performance, and active engineering support.